BlueMETER SIGMA

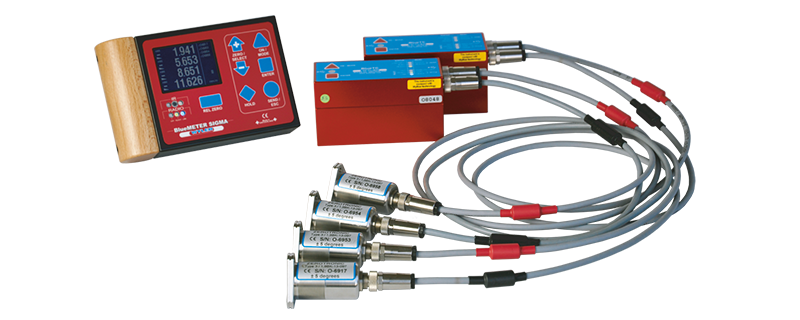
Das BlueMETER SIGMA ist die Weiterentwicklung des bekannten BlueMETER und wurde als intelligentes Anzeigegerät für die elektronischen Neigungsmesser
- BlueLEVEL
- BlueCLINO und BlueCLINO High Precision
- MINILEVEL NT und LEVELTRONIC NT (beide nur über Kabel)
- CLINOTRONIC PLUS
- ZEROMATIC
- ZEROTRONIC-Sensoren
entwickelt. Neben der ausgezeichneten Messgenauigkeit zeichnen sich die Messgeräte BlueLEVEL, BlueCLINO , CLINOTRONIC PLUS und die ZEROTRONIC-Sensoren dadurch aus, dass die Messsignale in digitaler Form erfasst werden und deshalb über grosse Distanzen ohne Einbusse der Messgenauigkeit übermittelt werden können.
Das BlueMETER SIGMA dient als Anzeigegerät,
Funktionen und Eigenschaften:
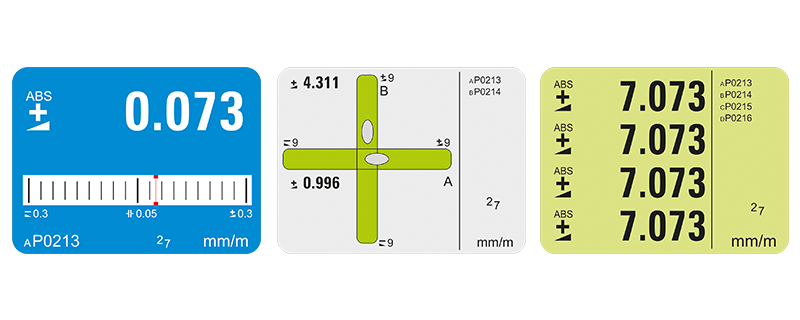
• Grosse und sehr gut lesbare, farbige Digitalanzeige
- Verschiedene Farb-Profile können ausgewählt werden
- Es stehen verschiedene Anzeige-Methoden zur Verfügung
• Es können die Werte von bis zu 4 Messkanäle gleichzeitig angezeigt werden. Dabei kann
ausgewählt werden, welches der angeschlossenen Instrumente als A, B, C oder D angezeigt wird.
• Zudem stehen folgende Optionen zur Verfügung:
- Anzeige der Differenz zweier Instrumente (A-B)
- Anzeige der Differenz von 4 Instrumente (A-B und C-D). Hierbei ist es wiederum möglich,
diese Werte als 2D-Graphik anzuzeigen: A-B in X-Richtung und C-D in Y-Richtung.
Graphische 2D-Anzeige

Die 2D-Anzeige erlaubt es, die Lage eines Objektes im Raum, respektive dessen Lageänderung, graphisch und damit einfach verständlich darzustellen. Somit wird das Ausrichten z.B.
- einer Maschine
- eines Fahrzeuges
- eines Containers an einem Kran
- einer Messplatte
- usw.
wesentlich vereinfacht.
Am BlueMETER SIGMA können Parameter wie
- Masseinheiten
- Filter-Einstellung
- Relative Basislänge
- Physische Adresse der ZEROTRONIC-Sensoren
eingestellt und geändert werden.
Weitere Funktionen / Eigenschaften des BlueMETER SIGMA sind:
- Komplett neues Design in einem Aluminium-Gehäuse, mit modernster Technologie
- Funk mit Bluetooth®-Technologie (Option): weltweit anerkannter STANDARD
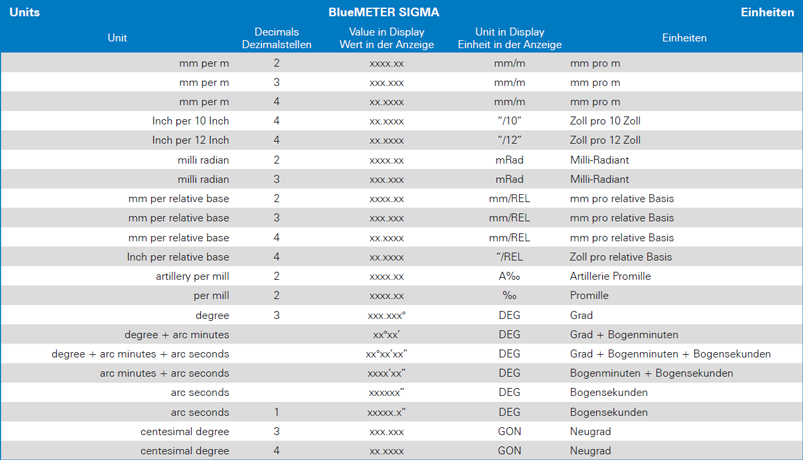
- Anzeige des Messwertes in den unterschiedlichsten Einheiten (siehe nachstehende Tabelle)
- Absolutmessungen
- Relativmessungen (Relatives Null)
- Ermittlung und Abspeicherung des ZERO-Offsets von angeschlossenen Geräten / Sensoren
- Batterieanzeige im Display
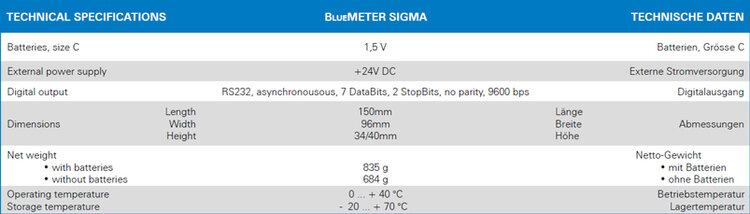
- Betrieb mit handelsüblichen 1.5 V - Batterien, Grösse C
- CE kompatibel

Vier ZEROTRONIC-Sensoren über zwei BlueTC mit BlueMETER SIGMA verbunden


BlueLEVEL, BlueLEVEL-2D und wylerLEVEL Frame über Funk mit
BlueMETER SIGMA verbunden

BlueLEVEL, BlueLEVEL-2D und wylerLEVEL Frame über Kabel mit
BlueMETER SIGMA verbunden

CLINOTRONIC PLUS über Kabel mit BlueMETER SIGMA verbunden
MESSEN - KALIBRIEREN / EBENHEITSMESSUNG, WINKEL
Ausgangslage:
Die Qualität von Messmittelnormalen aus Hartgestein wie Messplatten, Linealen oder Winkeln muss regelmässig überprüft und zertifiziert werden.
Messaufgabe:
Die Vermessung von Messplatten und Winkelnormalen soll effizient durchgeführt und protokolliert werden.
![]()
ENERGIEWIRTSCHAFT / AUSRICHTUNG VON GROSSEN PUMPENWELLEN
Ausgangslage:
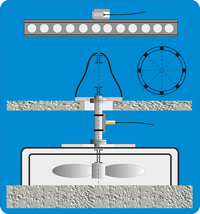
Im Rahmen von Unterhaltsarbeiten an Pumpen für den Kühlturmkreislauf in Kernkraftwerken sind schnelle und präzise Methoden für die anfallenden Ausrichtarbeiten nötig. Grosse Elektromotoren mit vertikalen Achsen treiben ein Stockwerk tiefer ebenso grosse Zentrifugalpumpen an.
Messaufgabe:
- Die horizontalen Lagen der Verbindungslinien zwischen den einzelnen Auflageflächen am Auflagering für den Stator sind zu prüfen. Es gilt die Ebenheit und Lage des Auflagerings zu garantieren.
- Das Pumpengehäuse, ein Stockwerk tiefer, ist ebenfalls horizontal auszurichten.
- Die Pumpenachse und die Motorenachse sind zueinander so auszurichten, dass die Antriebswelle frei von Biegemomenten arbeiten kann.
![]()
FLUGZEUGINDUSTRIE / JUSTIEREN VON KOMPONENTEN

Ausgangslage:
Beim Bau und beim Unterhalt eines grossen Transportflugzeugs sind verschiedene Ausrüstungskomponenten gegenüber einer Referenzplattform präzise auszurichten.
Messaufgabe:
Zwei Radar-Plattformen sind parallel zur Referenz auszurichten.
Die Durchführung der Messungen muss erfolgen, während andere Arbeiten am Flugzeug ausgeführt werden.
![]()
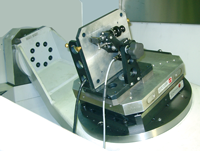
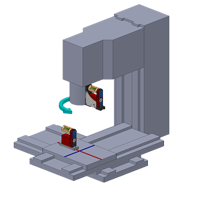
WERKZEUGMASCHINEN / SPINDELAUSRICHTUNG

Ausgangslage:
Die Arbeitsspindel einer Fräsmaschine kann sowohl vertikal als auch horizontal eingesetzt werden. Die Lageänderung wird durch Drehung auf einer 45° geneigten Lagerung ausgeführt.
Messaufgabe:
Die Abweichung vom rechten Winkel zwischen den beiden Arbeitslagen „horizontal“ und „vertikal“ soll 2 Arcsec nicht übersteigen.
Die Messung (und Korrektur) erfolgt zuerst während der Montage, und nochmals zur Kontrolle an der fertig montierten Werkzeugmaschine.
![]()
MESSUNG DER EBENHEIT IN EINEM SCHRANKOFEN MIT SEHR BESCHRÄNKTER HÖHE
Ausgangslage:
Eine Biotech-Firma muss die Ebenheit von Platten in einem Ofen bei Raumtemperatur vermessen, um sicherzustellen, dass alle im Ofen aufbewahrten Objekte waagrecht stehen. Der Abstand in der Höhe zwischen den Platten ist nur 100 mm. Grösse jeder Platte: 800 mm x 800 mm.
Für eine Ebenheitsmessung wird normalerweise ein BlueSYSTEM verwendet, zusammen mit der Software wylerSPEC. Für diese Anwendung hier sind diese Geräte jedoch zu hoch.
Messaufgabe:
Ebenheitsmessung der Platten im Ofen mit Präzisions-Neigungsmessgeräten; trotz limitierter Höhe.
![]()
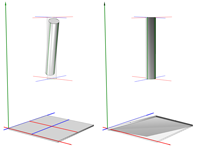
BESTIMMEN DER ABSOLUTEN LAGE EINER FÜHRUNGSBAHN IM RAUM
Ausgangslage:
Die Geradheit einer Führungsbahn kann mit der Software wylerSPEC sehr einfach und präzis gemessen werden. Da die Geradheit unabhängig von der absoluten Lage im Raum bestimmt werden kann, reicht es normalerweise „relativ“ zu messen. Beim Ausrichten einer Maschine kann es aber sehr hilfreich sein, genau zu wissen, wie diese Führungsbahn im Raum steht.
Messaufgabe:
Eine Führungsbahn soll nicht nur auf ihre Geradheit vermessen werden, sondern es soll gleichzeitig auch deren Abweichung von der Horizontalen bestimmt werden. Zudem soll ersichtlich sein, wie viel man wo korrigieren muss, damit die Führungsbahn möglichst horizontal ausgerichtet ist.
![]()
EBENHEITSMESSUNG AN DER KREISFÖRMIGEN AUFLAGE EINES DREHTISCHES
Ausgangslage:
Das Modul 4 der Software wylerSPEC erlaubt es, die Ebenheit von rechteckigen Flächen sehr einfach zu vermessen. Das Vermessen der Ebenheit von kreisförmigen Auflageflächen, wie sie bei grossen Werkzeugmaschinen vorkommen, ist jedoch wesentlich komplexer.
Messaufgabe:
Vermessen der Ebenheit einer kreisförmigen Auflage mit 2.3m Durchmesser.
![]()
WERKZEUGMASCHINEN / WINKELPOSITIONIERFEHLER VON A- UND C-Achsen
Ausgangslage:
Bearbeitungszentren für Freiformbearbeitung benötigen, neben den linearen Achsen X, Y und Z, auch rotierende Achsen A und C. Damit Werkstücke in entsprechender Präzision hergestellt werden können, muss die Winkelpositioniergenauigkeit in derselben hohen Präzision erreicht werden, wie die lineare Positionsgenauigkeit.
Messaufgabe:
Vermessen der Abweichung vom Soll-Winkel in mehreren Winkel-Positionen. Um Fehler durch das Gewicht des Maschinenelementes zu vermeiden, sollen diese Messwerte möglichst nahe am Bearbeitungspunkt ermittelt werden.
Die gemessenen Werte werden zur Korrektur im CNC-Rechner benutzt. Die Messunsicherheit soll 2 Arcsec nicht überschreiten.
![]()
VERMESSUNG EINER SCHLEIFMASCHINE MIT FLACHFÜHRUNGSBAHN

Ausgangslage:
Ein Hersteller von grossen Metallplatten hat verschiedene grosse Schleifmaschinen in seinem Maschinenpark. Die Geometrie dieser Maschinen muss periodisch überprüft, protokolliert und, wenn nötig, korrigiert werden.
Messaufgabe:
An einer Flachschleifmaschine, deren Führungsbahnen 18 m lang sind und einen Abstand von 1.3 m haben, muss die Plan-Parallelität der beiden Führungsbahnen periodisch kontrolliert werden. Die beiden Führungsbahnen sollen innerhalb einer Ebene mit einer maximal zulässigen Abweichung (Fehler) von < 0.1 mm liegen. Die Führungsbahnen können mit Hilfe der Stellschrauben justiert werden auf welchen die komplette Maschine steht. Der Abstand dieser Stellschrauben beträgt 750 mm.
![]()
KREIS-MESSUNG AN EINEM RUNDTISCH EINER SCHLEIFMASCHINE

Ausgangslage:
Ein Hersteller von grossen Metallplatten hat verschiedene grosse Schleifmaschinen in seinem Maschinenpark. Die Geometrie dieser Maschinen muss periodisch überprüft, protokolliert und, wenn nötig, korrigiert werden.
Messaufgabe:
An einer Rundtisch-Schleifmaschine mit einem Durchmesser von 3’200 mm muss die Ebenheit des Tisches gemessen werden. Dabei soll nur die Ebenheit eines Kreises bestimmt werden, und nicht der ganze Tisch vermessen werden.
MESSUNG VON "PITCH" UND "ROLL" AN EINER SCHLEIFMASCHINE
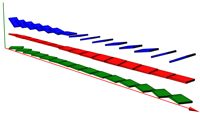
Ausgangslage:
Ein Hersteller von grossen Metallplatten hat verschiedene grosse Schleifmaschinen in seinem Maschinenpark. Die Geometrie dieser Maschinen muss periodisch überprüft, protokolliert und, wenn nötig, korrigiert werden.
Messaufgabe:
An einer Flachschleifmaschine, deren Führungsbahnen 18m lang sind, muss das NIcken und Rollen („Pitch“ und „Roll“) des Schleifkopfes kontrolliert werden. Die maximale Toleranz ist 0.1 mm/m.
![]()
MESSUNG DER RECHTWINKLIGKEIT DES KOPFES EINER RUNDTISCHSCHLEIFMASCHINE
Ausgangslage:
Ein Hersteller von grossen Metallplatten hat verschiedene grosse Schleifmaschinen in seinem Maschinenpark. Die Geometrie dieser Maschinen muss periodisch überprüft, protokolliert und, wenn nötig, korrigiert werden.
Messaufgabe:
An einer Rundtisch-Schleifmaschine mit einem Rundtisch-Durchmesser von 3’200 mm muss die Rechtwinkligkeit der Achse des Schleifkopfes zur Lagerung des Rundtisches gemessen werden. Anhand der Resultate kann muss die Neigung des Kopfes, wenn nötig, korrigiert werden.
![]()
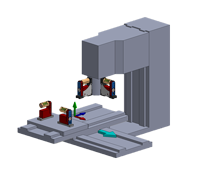
AUSRICHTEN VON FLANSCH-BOHRUNGEN
Ausgangslage:
Zwischen zwei vertikalen Flanschen mit Bohrungen werden Rohre mit einer Länge zwischen 2 und 10 m und einem Durchmesser zwischen 400 und 1000 mm eingeschweisst.
Die Rohre, wie auch die Flansche sind entweder aus Aluminium oder aus Edelstahl.
Messaufgabe:
Vor dem Schweissprozess müssen die Bohrungen der beiden Flansche so zueinander ausgerichtet werden, dass die Bohrungen am linken Flansch zu jenen am rechten Flansch nach dem Schweissprozess weniger als ±15Arcsec Abweichung aufweisen.
![]()
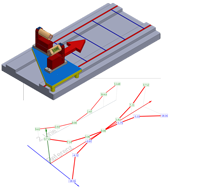
PITCH UND ROLL MESSUNG MIT 2D-ZEROTRONIC MESS-EINHEIT UND MT-SOFT-SOFTWARE
Ausgangslage:
Ausrichten eines Drehzentrums mit Schrägbett und Erstellung eines „Pitch- und Roll“-Messprotokolls für die Längs- und Quer-Achse.
Messaufgabe:
Die Maschine soll zuerst präzise und auf einfache Weise in X- und Y-Richtung nivelliert werden können. Danach soll ein Mess-Protokoll der „Pitch und Roll“-Messung der Längs- und Quer-Achse, grafisch wie auch numerisch erstellt werden.
![]()
MESSUNG UND ZERTIFIZIERUNG DER VERWINDUNGSFESTIGKEIT EINER MOTOREN-ACHSE
Ausgangslage:
Die Torsionsfestigkeit einer Motorenachse ist entscheidend für die Zuverlässigkeit und die Langlebigkeit eines Motors. Das Messen dieser Festigkeit für grosse Achsen ist jedoch anspruchsvoll.
Messaufgabe:
Auf einem Test-Rigg von 12m x 12m Grundfläche muss die Verwindung einer Motoren-Achse bei einer definierten angelegten Torsion über die Neigungsänderung präzise gemessen werden um daraus die Torsionsfestigkeit der Achse bestimmen zu können.
![]()
ÜBERWACHUNG EINER OFFSHORE WINDTURBINE TRIPODS WÄHREND DES VERANKERNS AUF HOHER SEE

Ausgangslage:
Eine Offshore-Windturbine braucht eine stabile und exakt horizontale Basis. Um dies zu erreichen, muss der Tripod, auf welchem anschliessend die Windturbine montiert wird, während des Verankerungsprozesses überwacht werden.
Messaufgabe:
Am oberen Ende des zu versenkenden Tripod soll mittels Neigungssensoren die Lage des Tripod während des Verankerungsprozesses überwacht werden. Die Sensoren müssen die hohen Beschleunigungen aushalten, welche während des Einrammens entstehen und die Daten müssen drahtlos an das Schiff übertragen werden, welches den gesamten Prozess steuert.
![]()
GLEISBAU


Ausgangslage:
Die Anforderungen im Gleisbau steigen kontinuierlich. Speziell für Hochgeschwindigkeitsstrecken werden höchste Anforderungen an die Gleisgeometrie und somit an den Gleisbau gestellt. Damit eine Gleisstopfmaschine die notwendigen Korrekturen ausführen kann und präzise und effizient arbeiten kann, braucht sie exakte Informationen über den Zustand und die Lage der Gleise vor der Maschine.
Messaufgabe:
Mittels einer mobilen Messeinrichtung sollen die Gleislagefehler ermittelt werden. Diese Messdaten müssen anschliessend in der Gleisstopfmaschine verwendet werden können.
![]()
AUSRICHTEN VON SOLARPANELS

Ausgangslage:
Damit Sonnenkollektoren ihre maximale Leistung erbringen können, müssen diese im optimalen Winkel zur Sonne stehen.
Messaufgabe:
Die Neigung der einzelnen Solarpanels muss periodisch überprüft werden können. Dabei müssen Neigungen bis zu ±60° gemessen werden können.
![]()
KALIBRIERUNG ROBOTER

Ausgangslage:
Die Präzision eines Industrie-Roboters ist direkt abhängig von der präzisen Ausrichtung jeder einzelnen Achse.
Messaufgabe / Zielsetzung:
Die Offsets der einzelnen Achsen müssen nach der Montage in der Fertigung, aber auch vor Ort, nach der Installation beim Kunden, vermessen werden, damit die Prozesssteuerung diese Offsets der einzelnen Achsen kennt und kompensieren kann.
![]()