FAQ
Integration of WYLER AG measuring devices in LabVIEW
answer- WYLER AG provides the SDK on its website.
- This SDK contains the .NET assembly (wyBus library), which is responsible for communication with WYLER AG measuring devices.
- This is used to integrate WYLER AG measuring devices into third-party applications.
- With regard to LabVIEW, we only have information from the official documentation that the integration of .NET assemblies should be possible.
Calling .NET Assemblies From LabVIEW - NI Community
- WYLER AG has never tested this integration of the .NET assembly in LabVIEW. Therefore, we cannot offer any examples or further assistance with such projects.
What is the difference between an angle and an inclination?
answerIn the section "Technologies / Basics" the required information is available.
Where are the WYLER AG instruments available in Europe and worldwide?
answerWYLER AG has a net of competent partners all over the world. The required information is found in section „Representatives"
How can I get the latest WYLER AG software updates?
answerAll software updates of the WYLER AG products are available free of charge on the homepage in section "Software / SW Download"
Most likely a mix-up of the two instruments or the two measuring channels are the cause:
- Check the status line on the screen for correct instruments identification
- Check if you really have moved the measuring instrument during the measurement and not the reference instrument
- Check if the instrument is placed correctly (cable, respectively connector in measuring direction)
The most common cause for this is the incorrect selection of the measuring unit.
E.g. the measurement is „absolute" but the unit chosen is mm/m. In this case the measured value is quite often out of range because the maximum measurable range under these conditions is only 99.99 mm/m. Quite often the surface on which the instrument is sitting is tilted more than that.
What type of spirit level is required to measure on a shaft with a diameter of 130mm?
answer
Standard dimensions of prismatic bases
for measurements on shafts
| Length of base L | B | P | Possible shaft diameter |
| 100mm | 30mm | 21mm | 17...80mm |
| 100mm | 32mm | 22mm | 17...84mm |
| 150mm | 35mm | 24.5mm | 17...94mm |
| 200mm | 40mm | 28mm | 19...108mm |
| 250mm | 45mm | 31.5mm | 19...120mm |
| 300mm | 50mm | 35mm | 22...135mm |
| 500mm | 60mm | 42mm | 22...160mm |
Batteries:
- Where can I get batteries type TR164 / 5,4 Volts for MINILEVEL A10?
- Where can I get a replacement battery 4924/987 - 4.05 Volts for NIVELTRONIC?
Flyers and documentations:
The sensitivity marked on a spirit level defines the change of inclination, which makes the bubble travel the distance of one graduation.
There is a basic difference between European spirit levels and US spirit levels. US spirit levels define inclination in inch per foot or in inch per 10 or 12 inch. Often, the length of the spirit level is accordingly 12 inch or 10 inch.
European spirit levels define inclination in mm/m, regardless of the levels length. For accurate measurements of actual inclination the spirit level should be reversed on each measurement. Place the spirit level on the surface to be measured. Wait! Note the position of the bubble on the high end. Turn the level by 180° and place the same in precisely the same spot as before. Wait! Note the position of the bubble on the high end. Calculate the average of the two readings, which represents the actual inclination.
Simplified version:
First make sure, that the zero of the spirit levels is correct. To do this, place the level on a levelled surface. Wait! Note the bubble position. Rotate the level by 180° and place in precisely the same spot as before. Wait! Note the bubble position. As the levelled surface may not be accurately level, the bubble may be off-centred. If the spirit level indicates in both positions the same end of the surface being high by the same amount, zero of the level is correct. If the amount differs or the inclination of the surface is indicated in the opposite direction, the spirit level needs correction. If the level is considered to be correct, actual inclination may be read by comparing the distance between both ends of the bubble and the respective zero graduation.
Why always wait?
Be aware that the bubble of a level with high sensitivity may require ½ minute to settle in the final position!
Using precision spirit levels, it is important, that spirit level and measuring objects are at the same temperature. Place the spirit level on the measuring object prior to measurements and allow sufficient time for acclimatisation. Avoid excessive handling or wear gloves.
- How long do we have to wait prior to measuring?
- How do we know that the instruments have the same temperature as the object to be measured?
Basically the following points are important:
- precision measurements are only possible if the instruments and the object to be measured have the same temperature
- the larger the temperature difference, the longer you have to wait: Examples:
- The instruments were kept during wintertime at temperatures below 0°C in the car and the object to be measured has 20°C. Waiting time:
4 ... 6 hours. - The instruments were kept during summertime at temperatures above 30°C in a car exposed to the sun and the object to be measured has
20°C. Waiting time: 3 ... 5 hours
- The instruments were kept during wintertime at temperatures below 0°C in the car and the object to be measured has 20°C. Waiting time:
- When measuring large objects we recommend to place the instruments onto the object already the evening before
To ensure that the instruments and the object have the same temperature, we recommend to carry out the following test-measurement:
- connect the instruments to the PC
- start wylerSPEC and define a measurement of a line with 20 steps (e.g. steplength 130mm in case of a baselength of 150mm)
- conduct the 20 measurements WITHOUT moving the instruments
- the instruments have the same temperature as the object and you can start with the actual measurement IF
- the variation of the values displayed at the instruments remain within 0.001 mm/m. Calculated for a typical baselength of 150mm the maximum variation of the values should remain within 0.15μm (see also 2nd column of the display of the measuring values of wylerSPEC). Therewith the straightness of the “line” should remain within these 0.15μm as well
and - if the graph neither has a concave nor a convex curve
- the variation of the values displayed at the instruments remain within 0.001 mm/m. Calculated for a typical baselength of 150mm the maximum variation of the values should remain within 0.15μm (see also 2nd column of the display of the measuring values of wylerSPEC). Therewith the straightness of the “line” should remain within these 0.15μm as well
What is the difference between „steplength“ and „baselength“?
answerThe Software wylerSPEC uses the expression steplength

When measuring straightness and flatness the measurements may not be carried out base end to base end but have to be overlapping in order to achieve high precision and reproducable results.
As an example, the base type 122 which is perfectly suited for high precision flatness measurement (horizontal flat base made of hardened steel with dust grooves, contact surfaces flat, precision lapped, with two holes Ø 7 mm) :

A measuring base type122 with a length of L = 150mm has a cut-out with length of
L1 = 100mm. Using overlapping, this base has an optimal step length of 126mm. With a very small reduction in accuracy, steplengths of 105 to 145mm can be used as well.

How can the flatness of a circle be measured ?
answerThe Software wylerSPEC already contains a standard-function, which solves this measuring task in an optimal way.

Besides the flatness of a single circular surface even double circles can be measured. Furthermore there is the option to measure the flatness of wide circular surfaces by measuring the twist as well.
The software does not only measure the absolute position of the circle in space but also the flatness according to ISO 1101.
How can the flatness of a partial surface be measured?
answerIn the submenu flatness of the software wylerSPEC the function „GRID“ can be found. This function allows to adapt a rectangular surface to the object to be measured.

By clicking on single connections of the grid those areas of the surface which should not be measured can be eliminated. Typically these are areas which are damaged or where the surface has holes or where objects are mounted fixed to the surface.

The following points have to be observed:
- the measuring uncertainty increases with an increased number of deleted connections and crossing points
- the object to be measured should be turned in such a way that the lower left corner remains as intact as possible in order to minimise the measuring uncertainty
What is the difference between ZEROTRONIC and BlueLEVEL / MINILEVEL NT?
answerIn respect of applications:
BlueLEVEL / MINILEVEL NT are specially designed if measurements of geometrical properties should be performed on different objects and in various places. Thereby the excellent damping, which allows a stable display value even when considerable disturbances (vibrations) are present, is a particular advantage. The inclination measuring instruments are available with a wide variety of precise measuring bases, so that the instruments can be used for most flatness and geometrical measurements without any additional accessories. These instruments are less suitable for outdoor applications under extreme environmental conditions.
The ZEROTRONIC-sensor is particularly appropriate for applications with increased sampling speed. ZEROTRONIC are also specially useful for outdoor applications under difficult conditions. For applications in a differential operation mode on moving objects (e.g. floating objects) the precise synchronisation which is possible with ZEROTRONIC is a precondition for excellent results. ZEROTRONIC allow the adjustment of operating states, sampling rate and the respective integration of measurements according to the requirements in the sensor itself by bus commands. Therefore ZEROTRONIC are also suitable for monitoring geostatic objects (movements in the underground, inclination of parts of buildings, etc.). A BlueMETER SIGMA can put ZEROTRONIC in an operation mode which creates together with the firmware in the display instruments similar results as BlueLEVEL / MINILEVEL NT. Due to the small size and the low weight ZEROTRONIC can be applied under certain circumstances in the place of BlueLEVEL / MINILEVEL NT.
In respect of the generation of the measuring values:
BlueLEVEL / MINILEVEL NT
The measuring values are basically generated in an analogue way. Digital components serve for the upgrading of the signal and provide memory for the calibration values, etc. The position of the pendulum is recorded differentially at the same time und is treated in an analogue way. The inclinations determined are passed on digitally.
Advantage: The simultaneous differential recording of the pendulum position and the respective filters render these instruments insensitive against a wide range of vibrations. These instruments are therefore particularly suitable for applications on different objects and in different environments.
ZEROTRONIC-Sensor
The measuring values are generated in digital technology. The digital recording of the pendulum position follows a precise, very fast time sequence. The frequencies created are recorded by counting and are processed mathematically. One and the same oscillator is used for the differential recording of the pendulum position.
Advantage: The precise time sequence as well as the mathematical processing allow a fast data acquisition and a precise synchronisation. The use of one single oscillator for the recording of both frequencies allows a reduction of temperature-dependent errors over a wide temperature range.
Do I really need a Granit-Master to measure accurate squareness with an angular instrument?
answerThe horizontal and vertical bases of an angular instrument – e.g. of a BlueLEVEL with a base type 243 – are hand-scraped to an angular error of within the specification. The exact value is shown in the respective (optional) SCS test protocoll. This value is of course only correct at the temperature shown in the protocoll! If the temperature changes, then also the angular error changes.
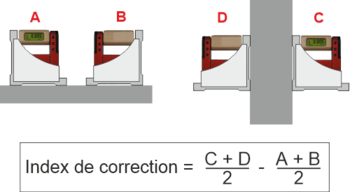
In order to measure squareness accurately at a specific day with a specific temperature, the exact angular error of the instrument that day has to be defined. This requires an accurate Granit Master. With the help of this master and the following formula, the exact angular error can be calculated:
Will magnetic measuring bases allow more precise measurements?
answer-
For angular measuring bases with built-in magnets the manufacturers tolerance for perpendicularity is larger compared to standard angular bases. With measurements where the level is supported by magnets and measurements on non ferrous material, where the level is supported by the handle, different geometrical deformations to the measuring base will occur.
-
It is self-explanatory, that measurements with a magnetic measuring base do not depend on the operators sturdy hands. For adjustments, this may be of great advantage. For measurements like flatness or perpendicularity of guide ways demanding the instrument to be moved by several steps, the substantial friction, due to magnetic force, may be a nuisance and may be detrimental to precision.
-
After one single careless application by bringing the level frontally in contact with the object to be measured, the perpendicularity of the measuring base is no longer assured. A substantial shock occurs when the base is contacting the surface! Always slide magnetic bases sideways onto the measuring object.
-
Magnetic measuring bases are excellent for rotational inspections (pitch and roll), this especially, if only vertical surfaces are available to apply the instrument.
CLINOTRONIC PLUS (Limits of error)
- How must I interpret the tolerance 2 arc. min. + 1 digit?
- How much is 1 digit?
-
The limit of error is based on the total measuring range and is 2 arc. min. plus
1 digit. If the display is set to XX°XX’, this amounts to 2 arc. min. plus 1 arc. min. Total 3 arc. min. -
If the display is set to XX.XX mm/m, this amounts to 2 arc. min. + 0.02 mm/m or nearly precise 2 arc. min. and 4 arc. sec.
What is the reason for the difference?
-
If units selected are XX.XX mm/m the maximum value which may be displayed is 99.99 mm/m (nearly 5.7°).
-
As errors are present mainly at the maximum inclination, care of of the smaller range is taken.
CLINOTRONIC PLUS (Resolution)
- Which is the resolution of CLINOTRONIC Plus?
- What is the meaning of “max. 0.02 mm/m” or “approximately 0.025 mm/m?
The resolution of the CLINOTRONIC Plus display is limited by the firm ware. This, to avoid clients having expectations, which can't be met by the quality of the measuring bases.
The limitation is 5 arc. sec. or, if different units are set, the next finer value which fits to the least significant digit of the display. (If XX.XX mm/m are set this is 0.02 mm/m if XX.XX° is set this is 0.01° etc.)
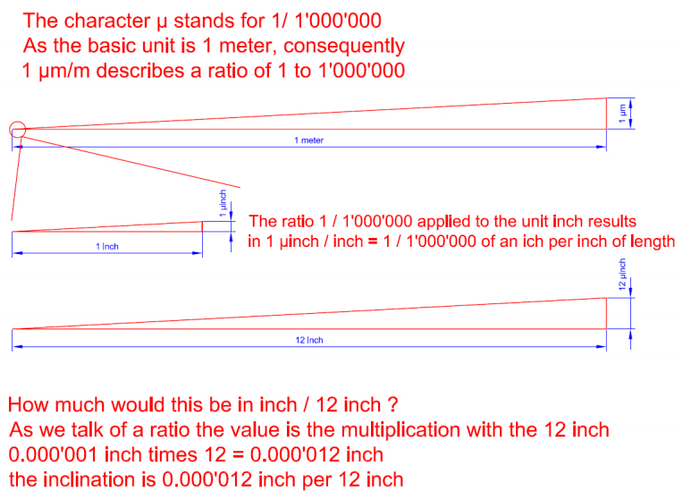
I have an electronic level which reads in µm/m. How can I convert to inch per 12 inch?
answer